Производ




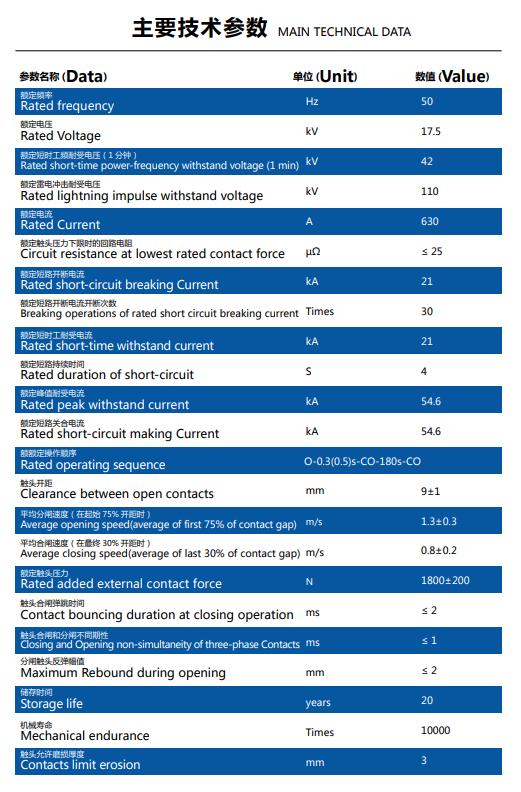
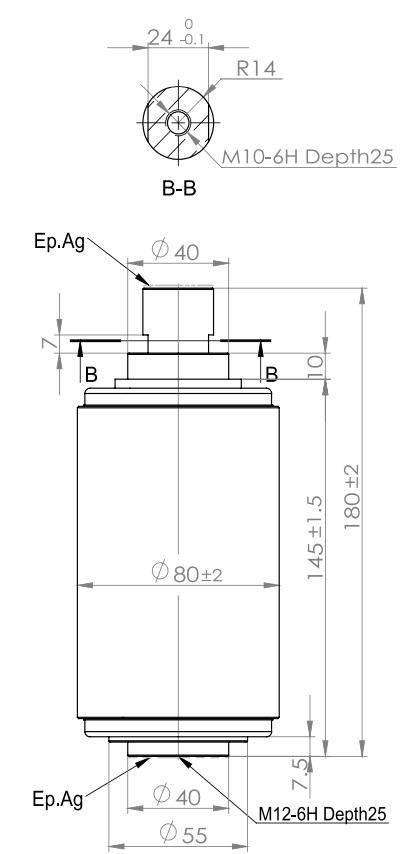
Вакуумски прекинувач за извоз TD-17.5/630-21 (188)
Краток опис на производот:
Подсклоповите на вакуумските прекинувачи првично беа составени и лемени заедно во печка со водород-атмосфера.Цевка поврзана со внатрешноста на прекинувачот беше искористена за евакуација на прекинувачот со надворешна вакуумска пумпа додека прекинувачот се одржуваше на околу 400 °C (752 °F).Од 1970-тите, поткомпонентите на прекинувачите се собираат во печка за лемење со висок вакуум со комбиниран процес на лемење и евакуација.Десетици (или стотици) шишиња се обработуваат во една серија, користејќи високовакуумска печка која ги загрева на температури до 900 °C и притисок од 10−6 mbar.Така, прекинувачите го исполнуваат условот за квалитет „запечатен доживотно“.Благодарение на целосно автоматскиот процес на производство, високиот квалитет може постојано да се репродуцира во секое време.
Потоа, евалуацијата на прекинувачите со рендгенска процедура се користи за проверка на позициите, како и комплетноста на внатрешните компоненти и квалитетот на точките на лемење.Обезбедува висок квалитет на вакуумските прекинувачи.
За време на формирањето, дефинитивната внатрешна диелектрична јачина на вакуумскиот прекинувач се утврдува со постепено зголемување на напонот, а тоа се потврдува со последователен тест за молскавичен импулсен напон.Двете операции се вршат со повисоки вредности од оние наведени во стандардите, како доказ за квалитетот на вакуумските прекинувачи.Ова е предуслов за долга издржливост и висока достапност.
Под одредени околности, вакуумскиот прекинувач може да ја присили струјата во колото на нула пред природната нула (и пресврт на струјата) во колото со наизменична струја.Ако времето на работа на прекинувачот е неповолно во однос на брановата форма на наизменичен напон (кога лакот е изгаснат, но контактите сè уште се движат и јонизацијата сè уште не е исчезната во прекинувачот), напонот може да го надмине отпорниот напон на јазот.
Во денешно време, со сечкање со многу ниска струја, вакуумските прекинувачи нема да предизвикаат пренапон што може да ја намали изолацијата од околната опрема.